Sometimes when a replacement staff just isn't available it has to be made. Here are some pictures of a recent project. I got so wrapped up in it I neglected to take pictures of the completed staff, but you'll get the idea.
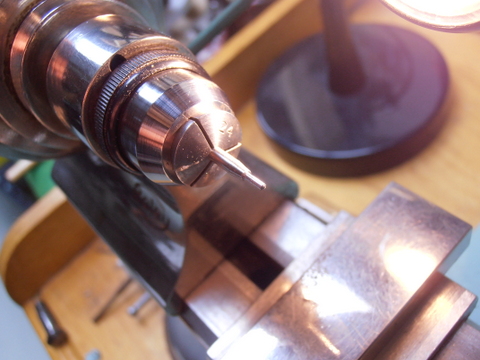
The first picture is a dental burr that I used for the staff. The steel is very high grade and will cut well with the carbide gravers I use.
Posts: 1078 | Location: Ticonderoga, New York USA | Registered: March 01, 2008
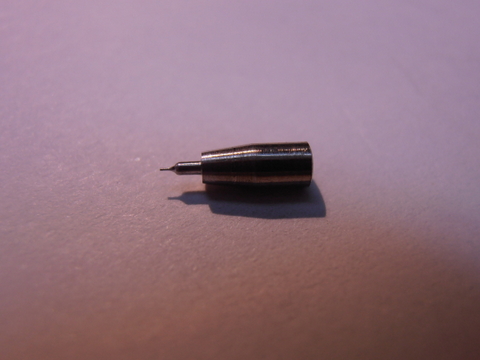
The other side is made by turning the staff around and chucking it in the appropriate collet and then turning it to the correct size. I thought I had more pictures of the finished staff, but I can't find them and maybe just got so wrapped up in this that I forgot to take them. The owner tells me he'll be posting some pictures of the completed watch. There are at least six measurements that all have to be within .01mm (approx. 4/10,000") to make a good staff.
Posts: 1078 | Location: Ticonderoga, New York USA | Registered: March 01, 2008
Somebody once called Roger my "Yonker buddy", and that he is.
I finally found a two-tone Seth that was both a duplicate in my collection and was nice enough to carry. It had a busted staff, and after a couple of weeks trying to find either an NOS staff or a donor Model 5, I wrote to Roger.
Posts: 2962 | Location: Western New York in the USA | Registered: March 24, 2008
But in the end I knew I'd have a perfectly running watch, and I do - a two-tone Grade 182 Model 5 Seth Thomas that is keeping exact time, and a balance that is running both flat and round.
Thanks, Roger - another triumph!
Posts: 2962 | Location: Western New York in the USA | Registered: March 24, 2008
I know from first hand experience that Roger is a perfectionist with everything he does. I speak with him on a some what regular basis and remember well the time he spent on Eric's staff. It was well worth the time and effort by the looks of the watch.
Posts: 1488 | Location: New York State in the USA | Registered: March 04, 2008
Thanks all for the kind words. This project was indeed a challenge, but with the right tools, determination and patience it proves that complex parts can still be made.
Posts: 1078 | Location: Ticonderoga, New York USA | Registered: March 01, 2008
You can see my Boley lathe setup here (last picture): click
Ed Kitner took some pictures of my shop on one of his visits.
I do not use an xy micrometer, it is all done free hand under the microscope. I use Waller carbide gravers to get to within about .03mm of my measurement and use Gesswein finishing stones of various shapes and grits to get to the final measurement and polish pivots with diamond paste.
Posts: 1078 | Location: Ticonderoga, New York USA | Registered: March 01, 2008
I have a separate Boley lathe setup for sharpening the gravers. They have to be sharpened regularly in order to perform well. The Waller wheel mounted in the lathe is impregnated with a diamond paste that you renew periodically by placing a small amount of paste on the wheel and using a hardened roller to impregnate the wheel. The holder for the graver is a separate tool I think made by K&D. Following are pictures that I hope will help.
Posts: 1078 | Location: Ticonderoga, New York USA | Registered: March 01, 2008
Hi Roger. Question I have for you is that when you remove the staff to turn it around to work on the other side does the staff still run true or do you have to shellac it in cement brass and make it run true while the shellac hardens?? Need your expert opinion. Thank you. Karim
Posts: 25 | Location: Fresno, California in the USA | Registered: June 29, 2013
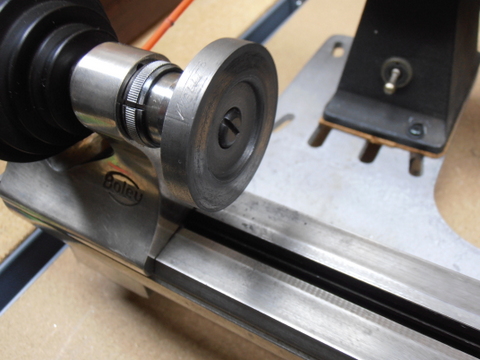
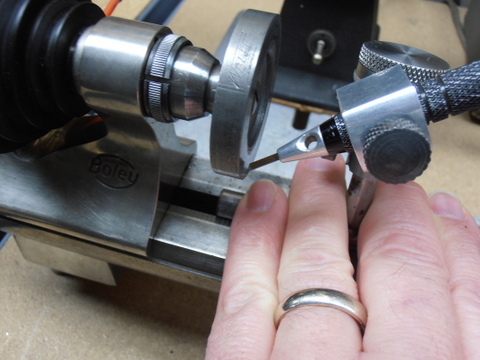
The work should be true when you turn the piece around if your lathe is in proper order. If you have any doubt and want to make sure, you can use a setup like I have pictured to make sure the piece runs true and then move it away to work or leave it in place to do as much as you want and move it when necessary.
Posts: 1078 | Location: Ticonderoga, New York USA | Registered: March 01, 2008


 Internet Horology Club 185
Internet Horology Club 185