Well, the presentation is quite a bit longer than it needs to be. Besides that, any information on forming and dressing cutting tools is some of my favorite subject matter!
I will submit that using a 1200 grit diamond wheel with a synthetic oil or water based coolant is preferable to dry grinding; you'll get a beautiful razor sharp finish with both high speed steel and carbide, and a 1x6" wheel is not that expensive either: HERE. You'll also need a good coolant: Gem Lube works perfectly with these wheels...for grinding anything!
I firmly believe that the key to precise micro-machining is the ability to impart a micro-edge to your micro tools!
William
Posts: 1571 | Location: San Francisco, California USA | Registered: September 01, 2008
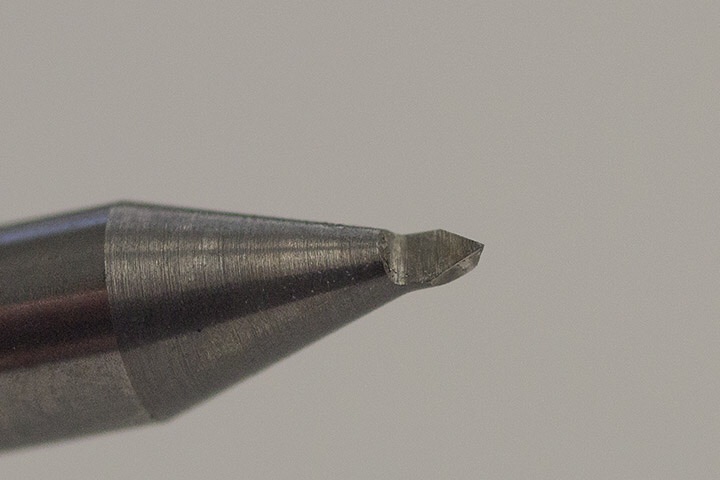
These carbide micro drills are still available through Harbor Freight Tools. They come as random selections and the smallest ones usually have a little shoulder which can be profiled as the one I made. The 1/8" blanks Mr. Kaszubski has work great and can also be held in a standard pin vice.
William
Posts: 1571 | Location: San Francisco, California USA | Registered: September 01, 2008
Here is here I buy drill bits. They are good to deal with, and do not have a minimum order requirement. They carry bits in a full range of English and metric sizes and materials, including carbide, titanium, and HSS.


 Internet Horology Club 185
Internet Horology Club 185