Over the years many of my customers have expressed great curiosity when it comes to the specifics of how I manage to make a glass pocket watch crystal. Some folks get the idea that I grind and polish every curvature from a solid slab of glass. Others think that I simply get them from China. The truth is that I do everything right here by myself in the simplest and most efficient manner possible. Stay tuned and you'll see the answers revealed!
I must admit that when I first got into this some 15 years ago, I was a watchmaker who knew nothing about glass working but was determined to make glass crystals for the RR timepieces that came into my hands since even then, certain sizes were very difficult to find. The biggest obstacle I faced was that very little useful documentation exists in terms of materials and techniques used by the world's 20th century watch glass manufacturers but fortunately, I wasn't trying to reinvent the watch, just the crystal. As it turns out, the handling, cutting and forming of the glass itself proved to be the most basic science whereas machining and finishing the formed pieces presented far greater challenges. As such, I was required over a 2-3 year period to conceive and fabricate most of the machine equipment I use today, however the raw materials, some obscure, some expensive, were readily available.
So, since you asked, here is a brief accounting of the process I use with supporting images. This is just what I've come up with and I really have no clear idea of how anyone else before me accomplished the same thing. It is also worth mentioning that the system I devised is geared more towards light production and not the occasional fabrication of a few pieces.
I sincerely hope that those of you who have expressed interest can now have some questions answered and myths dispelled.
William
Posts: 1571 | Location: San Francisco, California USA | Registered: September 01, 2008
I think the obvious place to start is with the types of sheet glass that are used. The first requirement is that the glass I select be as clear as possible and free of any edge color. Common soda lime glass although workable will not produce suitable watch material due to its high iron content and resultant aqua hue.
Most commercially available flat glass is produced in 2 different ways. The first and most common is made using the “float” process wherein molten glass is poured onto a bed of molten tin where it floats on top and cools leaving very flat, smooth and parallel surfaces. The benefit to this process is also that the glass can be output continuously around the clock. This is how common soda lime glass is produced but other formulations are also made using this process. The second type of flat glass is formed by drawing the molten product through a wide, flat slotted die and is referred to as “drawn sheet”.
I currently use 3 different types of glass for the different crystals I make:
The first is is a drawn sheet known as “water white” or “mineral”. The formulation and properties are similar to soda lime and while not optically clear, the gray-green edge color is very faint and nearly invisible with something as small as a watch crystal. The kind I use is manufactured by Electroverre in Romont, Switzerland. I believe that China has also been making a similar product for some time. Water white glass has been used for many years in the production of microscope slides, photographic slide cover glasses and of course, watch crystals. It is still used widely today and I use it for thin to medium convex beveled edge crystals 1.0, 1.2, & 1.5mm thick, Mi-Chevee style crystals 1.0 & 1.2mm thick and custom high dome fusee and bullseye crystals.
The second is a low iron float glass called Optiwhite made by Pilkington in the UK. I use this in 2.0, 3.0, & 4.0mm thickness for larger timepieces where heavier flat or convex crystals are needed. This glass is very clear and lends itself perfectly to this application.
The third is a float glass made by Schott in Germany and known as Borofloat. This is perhaps the most exotic and clearest glass I use. The formulation is borosilicate and is nearly identical to Pyrex made by Corning. It has a much harder surface and a higher softening point than the other 2 types I use but it is simply a joy to work with and results in some terribly beautiful watch crystals. I use this type almost exclusively for 1.7mm thick 16 size RR crystals.
Posts: 1571 | Location: San Francisco, California USA | Registered: September 01, 2008
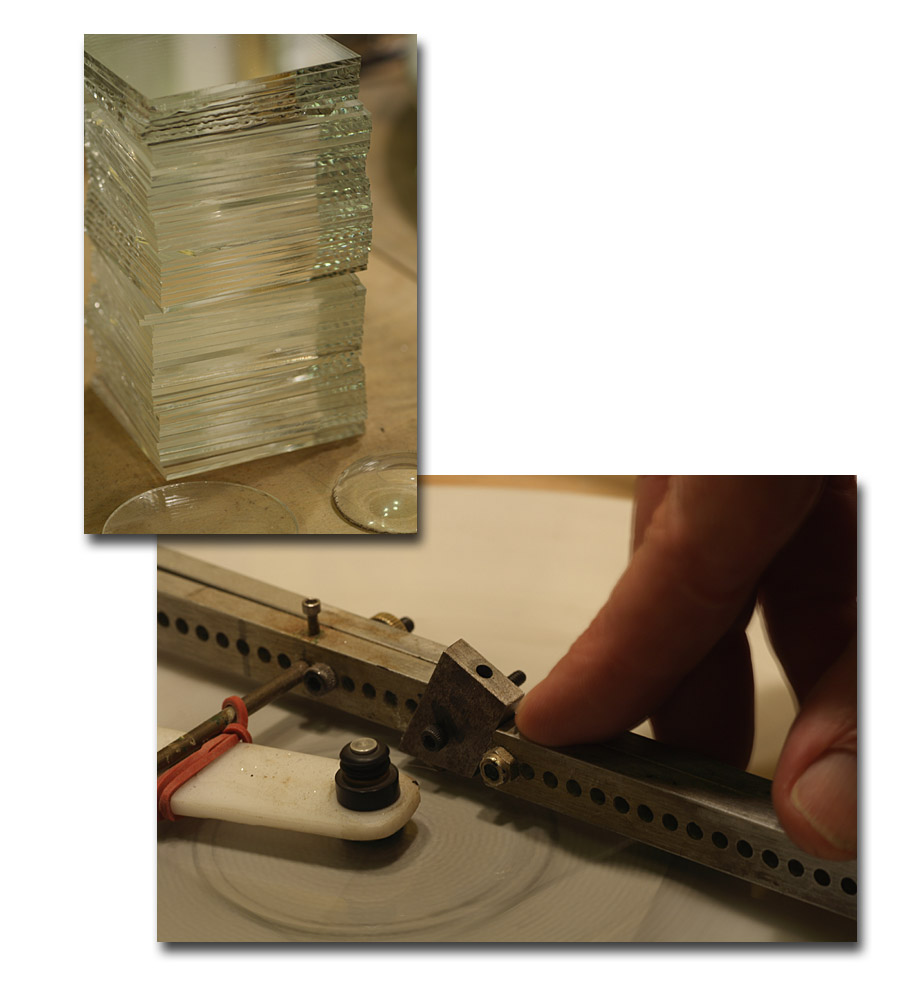
The first step in making a typical batch of 1.7mm borosilicate 16 size watch crystals is to cut large sheets into smaller 2 1/4” squares. Due to the hard surface of this glass a diamond hand held cutter with oil must be used to make an effective score. Once a good stock of small squares has been cut, (I usually cut about 200 at a time) 48mm diameter circles must be made from them. For this I use a heavy turntable with an indexable cutting arm which is also equipped with a diamond tipped cutter. I bear down lightly on the cutting arm which also holds the piece securely at the center and give the turntable 1 full spin. After applying pressure on the opposite side to develop the crack, the outer portion can be easily removed leaving a flat 48mm circle.
Posts: 1571 | Location: San Francisco, California USA | Registered: September 01, 2008
Next the circles must have their sharp edges ground smooth so they can be safely handled during cleaning. The spotless blanks are now placed into special refractory plaster ring shaped molds which support the glass by the edges only. The molds with glass are now loaded 24 at a time into a small, fully programmable kiln and heated to 1310 degreed F. At this temperature the force of gravity causes the now soft glass to slump into a slightly concave form. Once the firing is done and the glass has fully annealed by cooling slowly, the kiln can be unloaded and the process repeated.
Posts: 1571 | Location: San Francisco, California USA | Registered: September 01, 2008
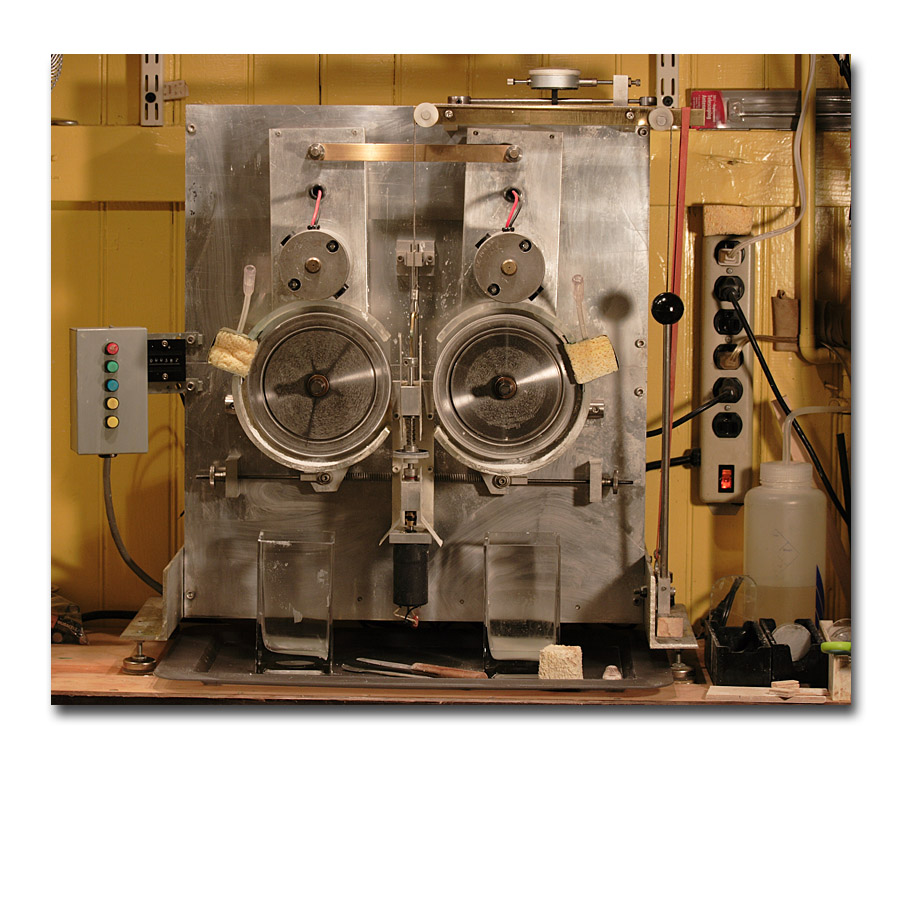
The next step in the process is to take the 48mm convex “blanks” and reduce them to the exact desired diameter by machine grinding. The machine I designed, built and use for this is probably the one piece of equipment that took the longest to develop but I think I did everything right (for a change) because the thing works like a charm every time. Basically, It features 2 independently driven vertically mounted 6x1 1/2” heavy sintered diamond wheels. They turn at about 2,500rpm in opposite directions so that both cutting surfaces are traveling downward. The piece to be ground rotates horizontally and is fed upwards into the wheel gap. I built this machine very heavily for stability and accuracy and only top quality drive components were used for continuous duty and reliability. I have also applied for a patent on this machine since I do believe it to be a unique approach but most importantly, it has a feed handle like a “one armed bandit” which makes it fun to use.
Posts: 1571 | Location: San Francisco, California USA | Registered: September 01, 2008
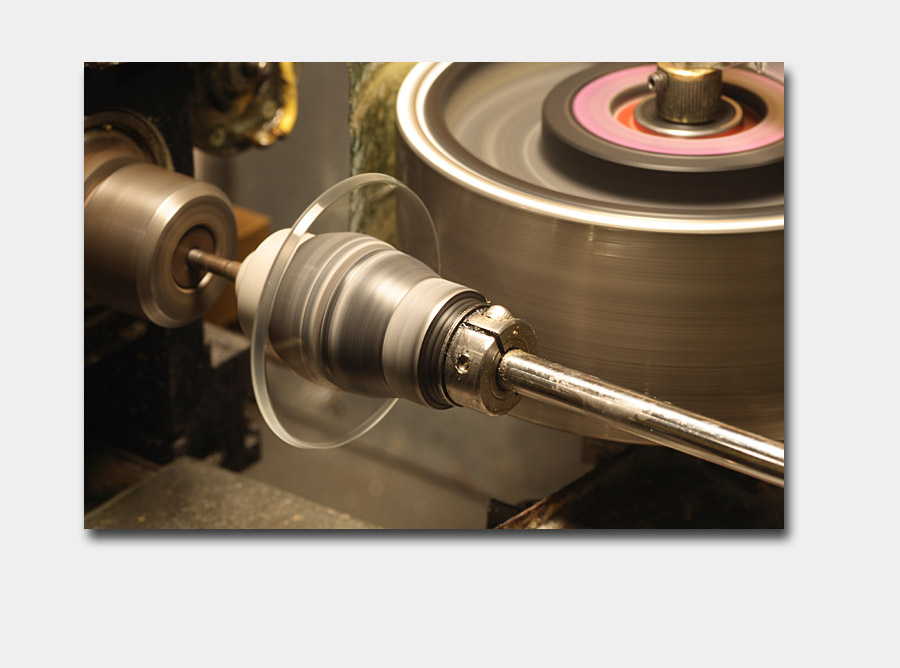
At this point the center drive holding the rough blank is introduced upwards into the cutting surfaces of the 2 diamond wheels. The center which rotates at about 200 rpm is also free to articulate from left to right which not only allows both wheels to do exactly the same amount of work but also provides the assurance of a perfect circle even if the blank is positioned off center. This machine is pretty aggressive and a 48mm blank can be ground to 43mm in less than 1 minute. Once the piece is reduced to the same dimension as the gap between the wheels, it simply exits above. I'm happy to say that this machine consistently produces close tolerances of the finished piece: the first cut is +/- .03mm of the initial dial reading and repeatability is +/- .01mm.
Posts: 1571 | Location: San Francisco, California USA | Registered: September 01, 2008
The final step is beveling and finishing. Here a basic mini lathe has been converted to accomplish this task. Using a 4” plated diamond wheel set to a predetermined angle, the bevel is ground. The crystal is then turned around so that the bottom can be chamfered which removes any tiny chips left by the diameter grinding process. A prefinish is now applied to the bevel and finally, a small piece of heavy felt charged with a thick cerium oxide slurry is held against the beveled edge which soon gets hot and produces a brilliant finish.
Posts: 1571 | Location: San Francisco, California USA | Registered: September 01, 2008
It's hard to imagine the effort and time needed to create a production process with reproducable and high quality results out of the known 'puzzle parts' of glass handling and sizeing ! (I know a little bit about this cause I live in a City with a lot of glass knowhow with a school, a museum and several manufacturers of glass products and some artists working with glass)
Hope that some of our members treat the 'White Crystals' with respect - or better not: a broken crystal is a new one to be produced
Regards, Gerald
Posts: 742 | Location: Wertheim in Germany | Registered: February 21, 2009
William, A fantastic post,and very interesting. You are a great instructor! You took us through each process which left very little to ask questions about. Skills such as yours are rapidly fading from our society. I hope your son will have the interest, and learn the trade from you.
Posts: 1488 | Location: New York State in the USA | Registered: March 04, 2008
From now on, everytime I look at one of my railroad watches that I know has one of your crystals on it, I will appreciate all the more the craftsmanship and pure genious behind their creation. (I have a 992B in my pocket at this very moment with one of your crystals, as a matter of fact).
Thank you for this, my friend.
HIGHEST regards! Mark
Posts: 3841 | Location: Estill Springs, Tennessee, USA | Registered: December 02, 2002
William, Your process is magnificent. Unfettered by the limitations of other's (frozen) ideas of machine design, you created a "centerless sizing" system that serves your imagination proud. Doing a self balanceing centerless grind at right angles without exploding the system is awesome. Good luck on the patent, your invention has many important uses and needs to be protected and developed.
Posts: 6492 | Location: Southern California in the USA | Registered: July 19, 2007
Yesterday I received my first batch of crystals from William and I have to say they were gorgeous. William, this presentation made me appreciate my 4 crystals even more! I can't wait to place another order.
Posts: 718 | Location: Upstate New York in the USA | Registered: November 21, 2008
William - Thank you very much for showing us your process and system for creating the perfectly fitted crystals you produce. Even I, who have very little knowledge of machining and tooling, could understand the steps involved.
I do have a question - how large are the sheets that you purchase from the glass manufacturers? While reading your pictorial, I wondered how they are packaged for shipping. Sheets of glass are fragile and they travel quite a long way to get to you.
Posts: 1047 | Location: The Colony, Texas in the USA | Registered: December 20, 2008
The Electroverre glass is shipped from their distributor in Portsmouth, NH. I think those sheets were 26" X 20" and were shipped in a flat vertical wood crate with the stack of glass sandwiched inside between 2 thick sheets of styrofoam. They pack it very well and there's very little chance of anything happening to it through normal handling. Since I make very small products I can usually talk to the distributors and perhaps get a slightly better deal by taking some odd sized sheets off their hands.
William
Posts: 1571 | Location: San Francisco, California USA | Registered: September 01, 2008
IHC Vice President Pitfalls Moderator IHC Life Member
posted
William,
Thanks so much for the highly detailed post on making glass crystals. As a mechanical engineer & trained machinist, I found it technically absorbing & I expect to return to reread it several times before I can absorb it all.
Best Regards,
Ed
Posts: 6696 | Location: Southwestern Pennsylvania, USA | Registered: April 19, 2004
Take my word for it, I have a selection of White's Crystals and use them regularly, I know from my long association with William the high degree of quality in his crystals is amazing, examine them closely under magnification and you will agree. I assure you that every one of them is of optical quality. William is also very willing to custom fit a crystal to your bezel. If you have an unusual size or need just eMail or call and ask him.
Here is a link to his IHC185 Business Directory advertisement...
I had William produce a new crystal for a 36 size Hamilton chronometer that I bought on ebay. I sent him the entire watch since it is a hinged bezel, and he fit in a beautiful new, large-size crystal (about 2.5 inches in diameter). He even returned the old broken crystal. And the price was right too!
My advice if you see a otherwise nice watch without a crystal or with a chip or a crack, don't hesitate to buy it. Then let William custom fit a new one for you.
Nice job on the presentation William! Your crystal making procedure finally answers some of the questions that lots of us have wondered about.
One question: do you produce a "sampler pack" with 2-3 of each of the most common 16 size crystals. I would buy one if such a thing was offered.
John III
Posts: 1755 | Location: Colorado in the USA | Registered: October 17, 2005
Thanks for the kind comments as well as your great support in my venture over the years. My goal has always been to provide our trade with correct, quality material and to make it available at a reasonable price. IHC 185 is not only a great venue to promote these products but I also benefit from the pleasure of knowing that within this club, many owners of great timepieces now enjoy good replacement crystals that may have otherwise been difficult or even impossible to secure. I carry out my work with great passion and am very proud to be of service to such a vital community.
Thank you Lindell and thanks to all for your cheerful and generous posts.


 Internet Horology Club 185
Internet Horology Club 185