
| WWT Shows | CLICK TO: Join and Support Internet Horology Club 185™ | IHC185™ Forums |

|
• Check Out Our... • • TWO Book Offer! • |
Welcome Aboard IHC185™  Internet Horology Club 185 IHC185™ Discussion Site Main Page Technical, Shop Talk and Internet Links Horological Tools, Books and Miscellaneous Church Multiple Plate Drilling Machine
Internet Horology Club 185 IHC185™ Discussion Site Main Page Technical, Shop Talk and Internet Links Horological Tools, Books and Miscellaneous Church Multiple Plate Drilling Machine
Technical, Shop Talk and Internet Links Horological Tools, Books and Miscellaneous Go | New Topic | Find-Or-Search | Notify | Tools | Reply to Post |
(Used on watch plates, train bridges & balance cocks) "Never leave a piece of work until the best possible effect has been gained"- that is to say once a piece is in the grasp of an automatic machine ir should not be released until fully completed. This was Church's philosophy that ended the use of jigs and many people handling watch plates, each performing three operations on a multi-spindle bench drill while holding the watch plate in a fixture, then removing it and passing to the next girl for another series of holes. In spite of the upmost care possible this step by step production produced imperfect plate drilling and costly re-work jobs. This machine is set up to drill a 12 size balance cock. The balance cock blanks are stocked in vertical loading tube one is released into work holding fixture which is mounted on two slides'one carried by the other, both slides against adjustable hardened steel micrometer stops on revolving heads. Once a location on the plate is located. In this way a drill in the multi spindle turret acts upon the work, retreats and then turret indexes to the next drill. The revolving heads underneath the two slide index to the next position. Then the slides move to the rest against the next pair of micrometer stops and the next hole is drilled. With the use of micrometer stops each hole location in the plate has an adjustable defination which can be individually regulated. The first of these machines were built about 1894. George Collard Frank Menez Trustee CRMI | |||
|
The machine. 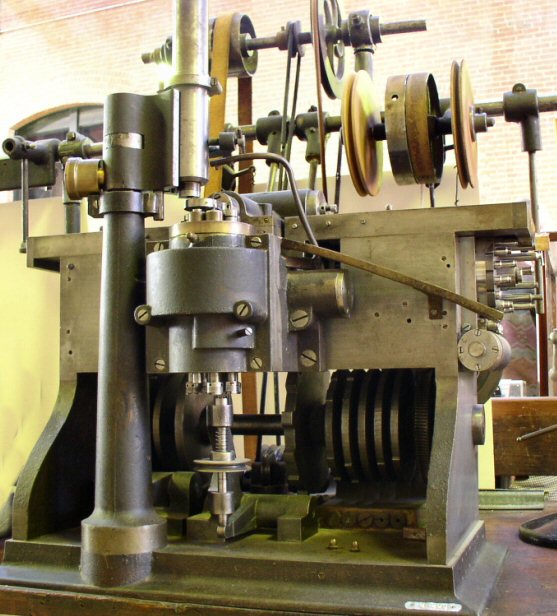 | ||||
|
| Powered by Social Strata |
| Your request is being processed... |
Welcome Aboard IHC185™ Internet Horology Club 185 IHC185™ Discussion Site Main Page Technical, Shop Talk and Internet Links Horological Tools, Books and Miscellaneous Church Multiple Plate Drilling Machine
Technical, Shop Talk and Internet Links Horological Tools, Books and Miscellaneous ©2002-2025 Internet Horology Club 185™ - Lindell V. Riddle President - All Rights Reserved Worldwide
| View $GS_USERNAME's User Profile | |
| View Recent Posts by $GS_USERNAME | |
| Notify me of New Posts by $GS_USERNAME |