
| WWT Shows | CLICK TO: Join and Support Internet Horology Club 185™ | IHC185™ Forums |

|
• Check Out Our... • • TWO Book Offer! • |
Welcome Aboard IHC185™  Internet Horology Club 185 IHC185™ Discussion Site Main Page Horological Discussions, Questions and Answers Military Timepiece Discussions - EXCLUSIVE! 1967 US Issue "DTU-2A/P" Hacking WW
Internet Horology Club 185 IHC185™ Discussion Site Main Page Horological Discussions, Questions and Answers Military Timepiece Discussions - EXCLUSIVE! 1967 US Issue "DTU-2A/P" Hacking WW
Horological Discussions, Questions and Answers Military Timepiece Discussions - EXCLUSIVE! Go | New Topic | Find-Or-Search | Notify | Tools | Reply to Post |
| IHC Life Member |
My friend Les dropped by and gave me a Wrist Watch issued to him when he was flying U.S. Navy F4 Jets over Viet Nam during the late 1960's. It is still running well and appears to have never been opened. The back case picture is an assembly and the line across it is from that collage not the case. Les explained that it was originally issued with a woven Nylon Strap and they used the Hack feature to set time before each mission. He added the strap "melted a long time ago". It is still in good condition and I hesitate to try and open it because the Base metal case is one piece and removing the movement through the lense seems to require some sort of Magic reserved for Wrist Watch fixers. Any ideas who made these? 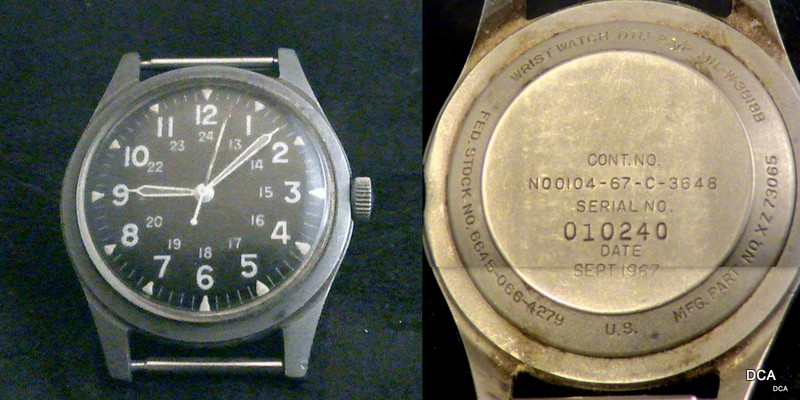 | ||
|
| IHC Life Member |
It is a Benrus, 17J Hacking. The spec is; MIL-W-3818B 17 OCTOBER 1962 SUPERSEDING 12 MARCH 1956 MIL-W-3818A MILITARY SPECIFICATION WATCH, WRIST: DTU-2A/P This specification has been approved by the Department of Defense and is mandatory for use by the Department of the Army, the Navy, and the Air Force. 1. SCOPE 1.1 This specification covers one type of general purpose seventeen-jewel wrist watch having a daily accuracy rate of 30 seconds and a second setting mechanism. The watch shall be guaranteed for two years. 2. APPLICABLE DOCUMENTS 2.1 The following documents of the issue in effect on date of invitation for bids forma part of this specification to the extent specified herein. SPECIFICATIONS FEDERAL PPP-T-360 -Time Measuring Instruments; Packaging Of MILITARY MIL-B-27497 -Bearing, Jewel, Sapphire, Synthetic STANDARDS FEDERAL FED-STD-595 -Colors MILITARY MIL-STD-105 -Sampling Procedures and Tables For Inspection by Attributes MS 35450 -Bearing, Jewel, Bar Hole MS 35451 -Bearing, Jewel, Center Bar Hole MS 35452 -Bearing, Jewel, Olive Hole MS 35453 -Bearing, Jewel, Olive Hole (cone cut) MS 35454 -Bearing, Jewel, End stone DRAWINGS MUNITIONS COMMAND B 8289357 -Crown and Stem Assembly B 8289358 -Stem, Male C 8289362 -Case Assembly, Wrist Watch C 8636227 -Strap, Wrist Watch (Copies of specifications, standards and drawings required by contractors in connection with specific procurement functions should be obtained from the procuring activity or as directed by the contracting officer.) 2.2 Other publication. The following document forms a part of this specification to the extent specified herein. Unless otherwise indicated, the issue in effect on date of invitation for bids shall apply. CODE OF FEDERAL REGULATIONS Title 10, Atomic Energy; Chapter 1, Atomic Energy Commission, Part 30 - Licensing of Byproduct Material 929- q. I F.C. 6645 I (Applications for copies should be addressed to Superintendent of Documents, Government Printing Office, Washington 26, D.C.) 3. REQUIREMENTS 3.1 Qualification. The watches furnished under this specification shall be a product which has been tested, and passed the qualification tests specified herein, and has been listed on or approved for listing on the applicable qualified products list. 3.2 Materials. All materials shall be free from any defects which might impair the accuracy of the watch. Where a definite material is not specified it shall be in accordance with the best commercial practice and shall not affect the ability of the watch to meet the requirements of this specification. 3.2.1 Luminous material. The luminous material shall be Tritium (Hydrogen 3) applied in accordance with the requirements and regulations as specified in 30.10(a) and 30.24(I) of the documents referenced in 2.2 (see 6.2). 3.2.1.1 Brightness. The watch shall be capable of being read at a distance of 12 inches (plus or minus 3 inches) from the eye of the observer, when tested in accordance with 4.8.6. 3.3 Design and manufacture. 3.3.1 General requirements. The watch shall be manufactured in such a manner that parts will not become loose in service. The watch shall be capable of withstanding the normal hazards incident to shipping, storage, and service. Unless otherwise specified, all parts of the watch shall be manufactured and assembled in accordance with the best commercial practices. 3.3.1.1 Rustproofing. All metal parts which are susceptible to corrosion, and not protected by a lubricant, shall be protected by a finish or preservative, except those parts whose proper functioning would be detrimentally affected. 3.4 Movement. 3.4.1 General requirement. The movement shall be of standard commercial manufacture and assembly, stem wound and stem set. The size of the movement shall be not less than 8/0 plus 0.10 inches minus 0.00 inches nor greater than 6/0 plus or minus 0.010 inches. 3.4.2 Mainspring. When fully wound, the mainspring shall drive the completed movement a minimum of 36 hours without rewinding. The material for the mainspring shall be a corrosion-resistant nonbreakable alloy. 3.4.3 Pallet and escapement. The pallet and escapement shall be steel. 3.4.4 Hairspring and balance wheel unit. The movement shall have a temperature compensating hairspring and a solid monometallic nonmagnetic balance wheel. The hairspring and balance wheel shall be material that, in combination, will not be permanently affected in the presence of a magnetic field. 3.4.5 Jewel bearings. The movement shall have seventeen-jewel bearings located at bearing points most essential to reduce friction of the train and escapement parts. Jewels shall be secured in the plate or bridge by friction fit. Endstone jewels shall be secured in a manner which will facilitate cleaning and reoiling. Where applicable, jewel bearings shall comply with the military standards listed under 2.1 and Specification MIL-B-27497. 3.4.6 Regulator. The movement shall be provided with a regulator. The regulator shall be set at midpoint of adjustment (within plus or minus 20 percent of its total range of adjustment) when the watch is subjected to the accuracy requirements of 3.9. 3.4.7 Winding and setting. The movement shall be stem wound and stem set with the entrance of the stem located at the 3 o'clock position of the dial. 3.4.8 Second setting mechanism. A second setting mechanism shall be incorporated into the mechanism to stop the second hand when the winding stem is pulled into the setting position. 3.4.9 Male stem and crown. The male stem and crown shall be fabricated in accordance with Drawing B 8289357. 3.4.10 Female stem. The female stem supplied with the movement shall be fabricated of steel. The steel shall comply with the requirements for the steel specified for the male stem on Drawing B 8289358. The female stem shall be so dimensioned that when joined with the male stem it shall function as an assembly. It shall also be dimensioned that the face of the female section will be outside of the case sleeve when the stem is in the winding position, and locked with the male crown stem inside of the case sleeve, for the full length of motion from winding to setting position, when in the setting position (see 6.3). 3.5 Dial. The dial shall be of nonferrous metal and shall be marked in accordance with figure 1. All markings and the dial shall have a durable protective coating. 3.6 Hands. There shall be three hands; one each to indicate the hour, minute and second. The hands shall be fabricated from cartridge brass in accordance with figure 2. The tips of the minute and sweep second hands shall be curved downward so that after assembly parallax is reduced to a minimum. 3.7 Case assembly. The watch case assembly shall be fabricated in accordance with Drawing C 8289362. The suspension ring furnished shall be in accord with the applicable movement. 3.7.1 Crystal. The crystal shall be copolymer plastic and clear, uncolored, free from bubbles, scratches or other imperfections which may interfere with the reading of the watch. 3.8 Strap. The strap shall be fabricated in accordance with Drawing C 8636227. 3.9 Accuracy. Watches shall have a 30-second or less daily rate accuracy. Watches shall meet the accuracy requirements in the dial-up position and crown-down position. When tested in accordance with 4.8.6, the mean daily rate shall not exceed plus or minus 30 seconds when tested at 75" plus or minus 3" Fahrenheit, and shall not exceed plus or minus 60 seconds when tested at 40̊ plus or minus 2" Fahrenheit, and at 125" plus or minus 2" Fahrenheit. 3.10 Isochronism. Watchers shall pass the test for isochronism specified in 4.8.13 in a dial-up position at 75" plus or minus 3" Fahrenheit. The variation in rate shall be recorded every 6 hours for a period of 24 hours and shall not exceed 5 seconds from the rate recorded in the previous 6-hour period. The watches shall be fully wound prior to testing and shall not be wound during the test. 3.11 Winding torque. When fully wound, the watch shall not be damaged when a torque of 6 ounce inches is applied to the crown. 3.12 Magnetism. While running, the watch shall not be adversely affected when subjected to a 14.5 to 15.5 oersted magnetic field for 5 minutes, plus or minus 30 seconds, and shall subsequently meet the requirements of 3.17. 3.13 Vibration. The watch shall be vibrated to a simple harmonic motion having an amplitude of 0.03 inches (0.06 in. maximum total excursion). The frequency shall be varied uniformly between the approximate limits of 10 and 55 cycles per second (cps) . The entire frequency range, from 10 to 55 cps and return to 10 cps, shall be traversed in approximately 1 minute. This motion shall be applied for a period of 5 minutes. The watch shall operate during the test and after the test shall meet the requirements of 3.17. 3.4 Shock. The watch shall show no evidence of damage affecting serviceability after an uncontrolled drop from a height of 4 feet on to a wood block. The watch shall subsequently meet the requirements of 3.17. 3.15 Storage. The watch shall show no evidence of damage affecting serviceability when subjected to the storage temperatures of minus 40" Fahrenheit and plus 160" Fahrenheit in accordance with the storage test specified in 4.8.10. The watch shall subsequently meet the requirements of 3.17. 3.16 Waterproofness. The watch shall show no evidence of leakage and shall meet the requirements of 3.17 after being subjected to the test specified in 4.8.11. 3.17 Final accuracy. Watches that have been subjected to the requirements of 3.9 to 3.16 inclusive, shall meet the requirements of 3.9 at 75" Fahrenheit plus or minus 3" Fahrenheit. 3.18 Identification. The back of each case shall be permanently marked as specified in figure 3. The date (month and year) to be included in the identification shall be the date of acceptance of the watch by the Government. The marking for the month shall be the first three letters of the month and the marking for the year shall be the year in full, e.g. December 1962 is DEC 1962. The serial numbers will be assigned by the contracting officer (see 6.1). Serial numbers of rejected watches shall not be repeated. The manufacturer's name and model or grade number shall be marked on the movement (barrel bridge or train bridge or both). 3.19 Workmanship. All parts shall be finished in a thoroughly workmanlike manner. The edges of all lugs from tip of lug to body of bezel shall have sharp edges and corners rounded to avoid skin abrasion. Rounded edges and corners shall be reasonably uniform in appearance. 3.20 Interchangeability. All like parts shall be interchangeable in all watches of one type furnished by one manufacturer, and shall not adversely affect timekeeping exclusive of minor adjustments. The balance assembly shall be interchangeable as an assembly. 3.21 Guarantee. Watches shall be unconditionally guaranteed to perform in accordance with the requirements of this specification for a period of 2 years after acceptance by the Government. Within this guarantee period the necessary repairs to a watch that is not operating within the requirements of this specification shall be accomplished by the contractor at no cost to the Government. 4. QUALITY ASSURANCE PROVISIONS 4.1 Responsibilities. The supplier is responsible for the performance of all inspection requirements as specified herein. Except as otherwise specified, the supplier may utilize his own or any other inspection facilities and services acceptable to the Government. Inspection records of the examination and tests shall be kept complete and available to the Government as specified in the contract or order. The Government reserves the right to perform any of the inspections set forth in the specification where such inspections are deemed necessary to assure supplies and services conform to prescribed requirements. 4.2 Qualification test samples. Ten watches shall be submitted for qualification testing. After obtaining authorization for submittal from the activity responsible for qualification, the samples shall be forwarded to a testing laboratory designated in the letter of authorization. Each sample shall be plainly identified by a securely attached durable tag marked with the following information: Sample for qualification tests. Submitted by (name) (date) for qualification tests in accordance with the requirements of Specification MIL-W-3818B under authorization (reference letter authorizing test). Manufacturer's part number. Name of manufacturer. 4.3 Material. A visual inspection of component parts and assemblies shall be made to determine compliance with 3.2. Where defects or inferior quality is evident and the Government deems a material analysis necessary, the contractor will be requested to submit samples or specimens to the contracting officer for analysis and approval. 4.4 Lot formation. Inspection lot sizes and lot formation shall be in accordance with Standard MIL-STD-105. 4.4.1 Defective units and lots. Defective units and lots shall be processed as specified in Standard MIL-STD-105. 4.5 Acceptance inspection. 4.5.1 Classification of defects. The classification of defects in tables I and II shall constitute the minimum inspection requirements to be performed prior to acceptance or rejection by lots on a characteristic basis. 4.5.1.1 Disposition of rejected lots. Rejected lots shall be screened for all defective characteristics. After corrections have been made and the Government informed of the corrective action taken, the lots shall be resubmitted for acceptance as outlined in Standard MIL-STD-105. TABLE I. [i]Classification of Defects Use Inspection Level II, in Table III-A, and Sampling Plan Table IV-A of Standard MIL-STD-105 Critical-None defined Major: AQL 2.5 defective / Req’t. par. / QA. Par. / Test Method 101. Regulator / 3.4.6 / 4.6.5 / Visual (Vis) 102. Hour-minute setting / 3.4.7 / 4.8.3.1 / Tactile 103. Winding / 3.4.7 / 4.8.4 / Tactile 104. Second setting / 3.4.8 / 4.8.3.2 / Tactile 105. Dial / 3.5 / 4.6.6 / Vis. Standard Measuring Equipment (SME) 106. Hands / 3.6 / 4.6.7 / Vis.-SME 107. Case assembly / 3.7 / 4.6.8 / Vis.-SME 108. Crystal / 3.7.1 / 4.6.9 / Vis.-SME 109. Identification / 3.18 / 4.6.11 / Vis. Minor: AQL 4.0 percent defective / Req’t. par. / QA. Par. / Test method 201. Strap / 3.8 / 4.6.10 / Vis.-SME 202. Workmanship / 3.19 / 4.6.12 / Vis. TABLE II. Classification of Defects Use Inspection Level L-8 in Table III-B with Sampling Plan Table IV-A of Standard MIL-STD-105 Critical-None defined Major: AQL 4.0 percent defective / Req’t. par. / QA. par / Test method 101. Brightness / 3.2.1.1 / 4.8.5 / Visual 102. Accuracy / 3.9 / 4.8.6 / SME 103. Isochronism / 3.10 / 4.8.13 / SME 104. Winding torque / 3.11 / 4.8.4.1 / SME 105. Magnetism / 3.12 / 4.8.7 / SME 106. Vibration / 3.13 / 4.8.8 / SME 107. Shock / 3.14 / 4.8.9 / Functional 108. Storage / 3.16 / 4.8.10 / SME 109. Waterproofness / 3.16 / 4.8.11 / SME 110. Final accuracy / 3.17 /4.8.12 / SME Minor:-None defined 4.6 Test methods and procedures. 4.6.1 Luminous material. The luminous material shall be tested as specified in 30.24(I) of the documents referenced in 2.2. 4.6.2 Rustproofing. All metal parts which are susceptible to corrosion shall be visually inspected to ascertain protection, except as specified in 3.3.1.1. 4.6.3 Movement. A visual and dimensional inspection shall be made to determine compliance with the size of the movement, and fit of movement into the case. This inspection may be conducted during interim phases of production as deemed necessary by the Government. 4.6.4 Jewel bearings. One percent of the watches under contract, but not less than three watches shall be examined to insure the watch contains the appropriate number of jewels placed at the most critical friction points, and are in compliance with 3.4.5. 4.6.5 Regulator. The regulator setting shall be checked after meeting the accuracy requirement of 3.9 to determine compliance with 3.4.6. 4.6.6 Dial. The dial shall be inspected for size markings, legibility and finish in accordance with the respective requirements of 3.5. Luminous coating shall also be inspected for adequacy of coverage and compliance with 3.2.1 and figure 1. 4.6.7 Hands. The hour, minute, and second hands shall be inspected for style, length, shape, and finish in compliance with 3.6. Luminous coating shall also be inspected for adequacy of coverage and compliance with 3.2.1 and figure 2. 4.6.8 Case assembly. Inspection for design and workmanship of case assembly and the suspension ring shall be in conformance with 3.7 and 3.20. 4.6.9 Crystal. Crystals shall be examined before and after assembly to the case and after the storage temperature test of 4.8.10 to determine compliance with 3.7.1. 4.6.10 Strap. The strap shall be as specified in 3.8 and, in addition, visual examination shall be made for workmanship. 4.6.11 Identification. All numbers and names shall be inspected for correctness, legibility and application in accordance with 3.18. 4.6.12 Workmanship. Quality of workmanship in conjunction with standard practices shall be inspected at the discretion of the Government during inprocess and on the completed watch to insure that watches are continually produced in accordance with 3.19. 4.7 Qualification tests. The qualification tests shall consist of all the acceptance tests, as specified in 4.8, and the following additional tests. The tests shall be conducted without the strap. 4.7.1 Complete watches. After completion of all tests the watches shall be run for a period of 7 days (168 hrs.), 84 hours with dial up and 84 hours with crown down. At the conclusion of this period all watches shall meet the requirements of 3.17. 4.8 Acceptance tests. Acceptance tests shall be made on individual lots submitted for inspection in accordance with 4.4. The tests shall be conducted without the strap. 4.8.1 Mainspring test. After fully winding the movement it shall be observed after a period of 36 hours that the movement is still operating. 4.8.2 Hairspring and balance wheel unit. The hairspring and balance wheel unit shall be considered acceptable for compliance with 3.4.3 if the watch is capable of meeting the requirements of 3.9 and 3.12. 4.8.3 Setting tests. 4.8.3.1 Hour-minute setting. Six settings shall be made in 2-hour increments at each testing temperature to insure compliance with 3.4.7 and 3.4.10. 4.8.3.2 Second setting. The second setting mechanism shall be activated for at least five different settings at each testing temperature to insure that a precise stop and start action can be obtained without adverse effect on the hands or movement in accordance with 3.4.8. 4.8.4 Winding test. The winding operation shall be smooth without excessive torque. Continuous winding shall not adversely affect the timekeeping qualities of the watch. 4.8.4.1 Winding torque. The winding torque will be applied and measured with a torque gauge. When the watch is fully wound, the maximum torque specified in 3.11 shall be applied without any damaging effect to the watch. 4.8.5 Brightness. Brightness shall be tested in a totally darkened area by an observer who has been dark adapted. With the watch held at the distance as specified in 3.2.1.1, the observer shall be able to read the time. The watches tested shall have been kept in total darkness for at least 8 hours prior to this test. 4.8.6 Accuracy test. Prior to the accuracy tests, watches shall be conditioned by being fully wound and shall have run a minimum of 36 hours without rewinding to determine compliance with 3.4.2. During the conditioning period, the watches shall be subjected to the test temperature for at least 4 hours prior to the test. The watches shall be wound at the beginning of each test and each 24 hours thereafter for the duration of the tests. The watches shall be recorded every 24 hours and shall be rejected if the mean daily rate exceeds the requirements of 3.9. 4.8.6.1 Temperature tests at plus 40o Fahrenheit and plus 125o Fahrenheit shall be conducted under controlled ambient conditions and the watches may be gradually exposed to the specified temperatures prior to actual testing and subsequent thereto. 4.8.7 Magnetism test. The watch shall be subjected to a magnetic field strength of 15 plus or minus 0.5 oersted, on for 3 seconds off for 3 seconds, repeated ten times. The watch shall be oriented so the stem is parallel to the direction of the field, after which the watch shall meet the requirements of 3.17. 4.8.8 Vibration test. The watch shall be vibrated in accordance with 3.13 as follows: 30 minutes with vibration perpendicular to dial 30 minutes with vibration in plane of dial and in direction from 12 to 6 30 minutes with vibration in plane of dial and in direction from 9 to 3 At the conclusion of the vibration, the watch shall be subjected to a visual and tactile examination for loose, missing, or damaged parts. If there is no evidence of loose, missing, or damaged parts, then the watch shall be tested for and meet the requirements of 3.17. 4.8.9 Shock test. The watch shall be dropped from a height of 4 feet on to the end-grain of a hardwood block of beech, oak, or hard maple the size of which shall be a minimum of 5 inches square by 4 inches thick. The block shall be placed on a rigid surface for this test. At the conclusion of this test the watch shall be subjected to a visual and tactile examination. Any evidence of loose, missing, or damaged parts or failure of the watch to meet the requirements of 3.17 shall constitute failure of this test. 4.8.1.0 Storage. In compliance with 3.15, subject the watches to ambient temperature as follows: Store at minus 40o F. (plus or minus 2o F.) for 24 hours. Store at room temperature (75o F. plus or minus 3o F.) for 24 hours. Store at plus 160o F. (plus or minus 2o F.) with at least 50 percent relative humidity for 24 hours. Store at room temperature for 24 hours. After exposure, the watch shall be examined for physical defects or damage. The crystal shall be free from imperfections which may interfere with normal watch reading. If there is no evidence of physical defects, damage of watch, or imperfections of crystal, then the watch shall be subjected to and shall meet the requirements of 3.17. Note. Watches shall not be run during storage tests. Temperature changes in the watch may be gradual to avoid thermal shock. 4.8.11 Waterproofness test. The watches shall be subjected to one of the following test methods to determine compliance with 3.16. With the exception of the requirements of 3.17, the waterproofness test shall be the last test to which the watches shall be subjected before delivery. 4.8.11.1 Method I. The watch shall be suspended in a vessel of water containing approximately one percent of aerosol by weight and placed in a chamber which shall be evacuated to a negative pressure of 51/2 inches of mercury for a period of 15 seconds. Watches showing evidence of air leakage during the test period shall be rejected. 4.8.11.2 Method II. The watch shall be suspended in a pressure vessel above water containing approximately one percent of aerosol by weight and subjected to an air pressure of 5-1/2 inches of mercury for a period of 45 seconds minimum. The watch shall be then submersed in the water with the subsequent release of air pressure. Watches showing any evidence of air leakage for a period of 15 seconds or less after release of the air pressure shall be rejected. Note. In either method leakage will appear as bubbles emanating from the crystal or stem of the watch. Bubbles which are the result of entrapped air on the various exterior parts of the case shall not be considered as a leak. The watches being tested and the water used shall be at room temperature. Distilled water shall be used. 4.8.12 Final accuracy test. On completion of tests in 4.8.5 and 4.8.10 inclusive, the watches shall meet the room temperature accuracy requirements of 3.9. 4.8.13 Isochronism test. This test shall be in accordance with 4.8.6, except that the error shall be determined at 6-hour intervals. The difference of error recorded between each 6-hour period shall not exceed 5 seconds. A master timepiece accurate to within 2 seconds a day, or an electronic device, either of which shall be suitable to the contracting officer shall be used in the performance of this test. 4.8.14 Interchangeability tests. The contracting officer may schedule interchangeability tests when it is deemed necessary to insure compliance with 3.20. 4.8.15 Production run failure. When more than two watches from a production run of one hundred fail to pass the tests specified in 4.8.12, the production run shall be halted until further particulars concerning the cause, extent of failure, and corrective action taken have been furnished to the procuring activity. 4.9 Packaging and packing. The quality assurance provisions for packaging and packing shall be in accordance with Specification PPP-T-360. 4.10 Marking. Marking of packages and packing shall conform to the requirements of 5.2. 5. PREPARATION FOR DELIVERY 5.1 Packaging and packing. Packaging and packing shall be as specified for Packaging Group 1 in Specification PPP-T-360. The level of protection shall be as specified in the procurement document. 5.2 Marking. In addition to the marking requirements specified in Specification PPP-T-360, the unit package, intermediate package, and shipping container shall be marked with the date of acceptance by the Government. 6. NOTES 6.1 Ordering data. Procurement documents shouls specify the following: (a) Title, number, and date of this specification. (b) Selection of applicable levels of preservation, packaging and packing. (e) List of serial numbers to be assigned (see 3.18). (d) Applicable stock number. 6.2 Luminous material. Prospective bidders shall be cognizant of the need for a license in the application of Tritium as required in sections 30.10(a) and 30.24(i), as referenced in 2.2. 6.3 Female stem. The purpose of the female stem is to lock the joint inside of the case sleeve when the stem is in the winding position. It will also enable the movement to drop out of the watch case when the female stem is in the winding position (see 3.4.10). 6.4 Definitions. 6.4.1 Standard measuring equipment (SME). Standard measuring equipment includes the common hand-type measuring devices which are usually stocked by commercial supply houses for ready supply (shelf items), and which are normally used by an inspector to perform dimensional inspection of items under procurement. This category also includes commercial testing equipment. 6.4.2 Tactile. Skillful manipulation or sensing. 6.5 Qualification. With respect to products requiring qualification, awards will be made only for such products as have, prior to the time set for opening of bids, been tested and approved for inclusion in the applicable qualified products list whether or not such products have actually been so listed by that date. The attention of the suppliers is called to this requirement, and manufacturers are urged to arrange to have the products that they propose to offer to the Federal Government, tested for qualification, in order that they may be eligible to be awarded contracts or orders for the products covered by this specification. The activity responsible for the qualified products list is Frankford Arsenal, Philadelphia 37, Pa. and information pertaining to qualification of products may be obtained from that activity. Notice. When Government drawings, specifications, or other data are used for any purpose other than in connection with a definitely related Government procurement operation, the United States Government thereby incurs no responsibility nor any obligations whatsoever; and the fact that the Government may have formulated, furnished, or in any way supplied the said drawings, specifications, or other data is not to be regarded by implication or otherwise, as in any manner licensing the holder or any other person or corporation, or conveying any rights or permission to manufacture, use, or sell any patented invention that may in any way be related thereto. Custodians: Army-MU Navy-Ships Air Force-MAA | |||
|
I have a similar Hamilton, so I guess most of the major watch manufacturers contracted with Uncle. Three scans. Marty  | ||||
|
2 of 3. 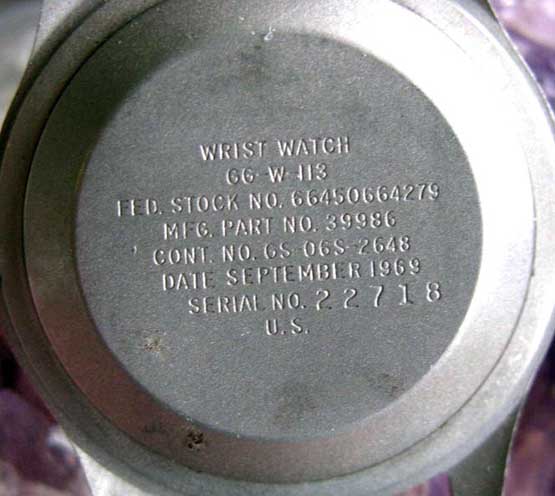 | ||||
|
3 of 3.  | ||||
|
| IHC Life Member |
What is really important about this one given to me is that it saw active service in Viet Nam and was given to me by the serviceman who had it. | |||
|
| Powered by Social Strata |
| Your request is being processed... |
©2002-2025 Internet Horology Club 185™ - Lindell V. Riddle President - All Rights Reserved Worldwide
| View $GS_USERNAME's User Profile | |
| View Recent Posts by $GS_USERNAME | |
| Notify me of New Posts by $GS_USERNAME |